Hey guys...
Some more done today.
No video as it would just be repetitive from yesterday. Hopefully you all realize I am not fudging anything whatsoever. It is what it is. However I did video it if someoneveeally wants to see it. I am documenting everything. Just saving your ears
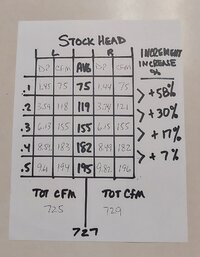
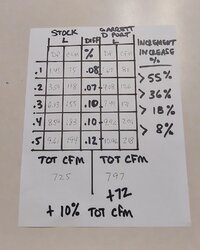
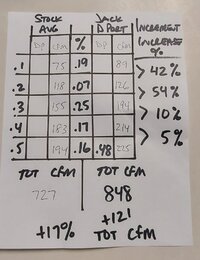
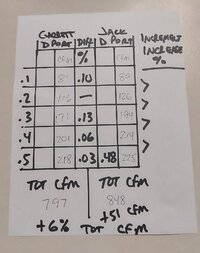
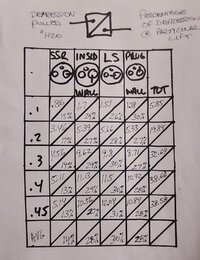
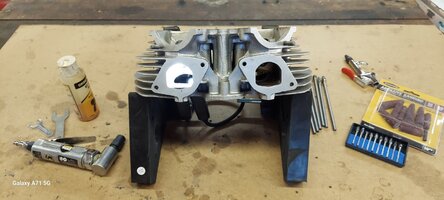
So today I finished testing the right intake on the stock head as part of my plan to completely spec the head. I am focused on the intake side at the moment so the exhaust side will wait. I also managed to flow the left side intake of Garrett's D Port head. I think those of you following this will find the results interesting.
Some more done today.
No video as it would just be repetitive from yesterday. Hopefully you all realize I am not fudging anything whatsoever. It is what it is. However I did video it if someoneveeally wants to see it. I am documenting everything. Just saving your ears
So today I finished testing the right intake on the stock head as part of my plan to completely spec the head. I am focused on the intake side at the moment so the exhaust side will wait. I also managed to flow the left side intake of Garrett's D Port head. I think those of you following this will find the results interesting.
Absolutely Signal. I am going to be modifying my setup by pigtailing my dimmer switch, extending it to mount next to my u shaped manometer. Easier for me to adjust and correct. Errors there will be reflected. I am also considering adding a purge valve to help balance the bounce, some of which may be influenced by the motor fluctuating through the dimmer switch. I will have to see, but would definitely like to see that area improve .I have found that it can be tricky adjusting to get 28" with small valve openings but gets easier as the valve opens up.
Jack I am thankful to you for inspiring me to do this. I know that I couldn't do this endeavor without the aid of the flowbench. Your ability and knowledge is clearly evident considering your results were accomplished without the ability to test as you modified the ports. I am hoping that once that phase starts you will have input based on what we uncover / discover in our exploration. Your reputation is stellar and well earned.Thank you for taking the time to get your flow bench up and running, it looks great. The numbers I gave were off a calibrated superflow
Last edited: