Been a minute since the last update.
Been busy though and getting a few things done.
Wife's eye is improving on track and should soon be healed.
Unfortunately she tripped and fell while working in her garden.
Twisted her knee. Had the MRI on Friday. They will read it on Tuesday.
Still been getting plenty done in the shop.
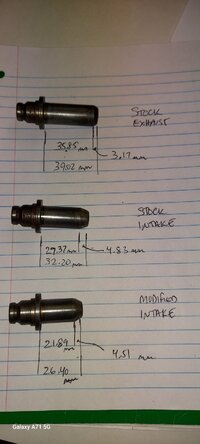
I've opened up the junk head.
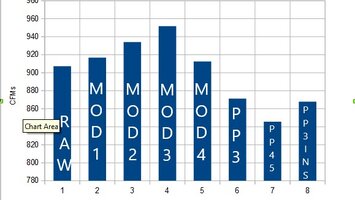
I fully tested it just Raw with the initial grinding.
Then I did stage one modification on the junk head.
It was fully tested again.
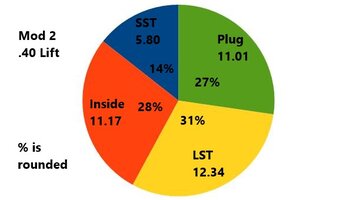
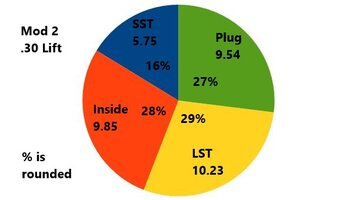
Then I have done a stage 2 modification to the junk head.
It was fully tested again.
I have just completed the 3rd stage modification to the junk jead.
It has not been tested yet. Waiting for the clay to dry.
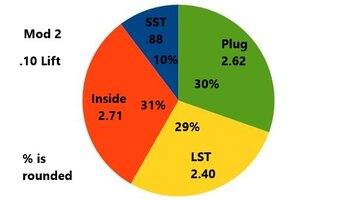
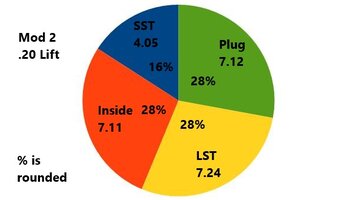
A video coming shortly covering the transformation.
Takes a minute to assimilate all the data.
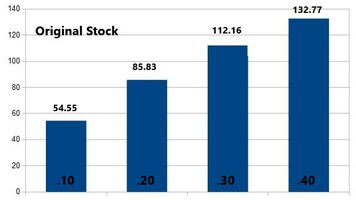
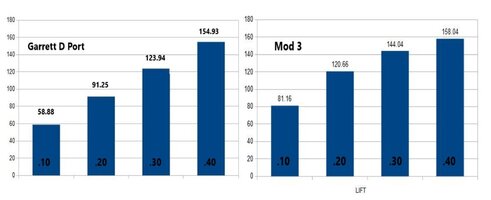
The stock head has had a pocket port done as well as valve work.
It has been tested in all iterations...
Completely stock w/lapped valves.
Casting flaws removed (pocket port) w/ new cut 45* seat/valve.
Casting flaws removed (pocket port) w/ 3 angle valve job.
I'll be reviewing those results in a posting in the next couple of days.
You might be surprised... or not.
Testing welding {brazing) the aluminum this week.
Have a few different options to compare...
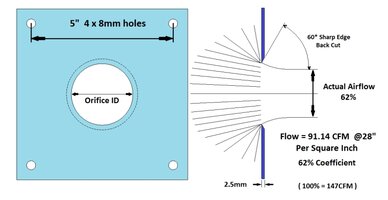
Lastly, I have been working to reduce the margin of error when testing the pieces.
After some great conversation and guidance from an absolute guru of flowbenches;
I was able to bring the bench to nearly absolute.
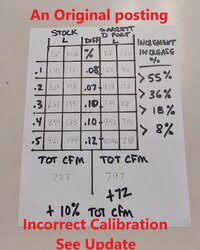
As a result of trueing the bench to actual cfm flow it lowered my numbers.
As I stated from the beginning it is about getting the best, most accurate possible.
It is also extremely important to note that the only real value in the numbers is the ability to compare them percentage wise.
For that reason previously posted values still have value despite being inflated.
However they should not be compared directly (without correction) to the numbers used going forward.
Most important should be the understanding that the cfm flow numbers are perhaps some of the least important pieces of information regarding a heads performance. Unfortunately it is the number most relate to. If you have come this far down the rabbit hole you understand.
Anyway I have the Bench Recalibration Video attached if you are interested.
Reports on the fun stuff coming soon.
Been busy though and getting a few things done.
Wife's eye is improving on track and should soon be healed.
Unfortunately she tripped and fell while working in her garden.
Twisted her knee. Had the MRI on Friday. They will read it on Tuesday.
Still been getting plenty done in the shop.
I've opened up the junk head.
I fully tested it just Raw with the initial grinding.
Then I did stage one modification on the junk head.
It was fully tested again.
Then I have done a stage 2 modification to the junk head.
It was fully tested again.
I have just completed the 3rd stage modification to the junk jead.
It has not been tested yet. Waiting for the clay to dry.
A video coming shortly covering the transformation.
Takes a minute to assimilate all the data.
The stock head has had a pocket port done as well as valve work.
It has been tested in all iterations...
Completely stock w/lapped valves.
Casting flaws removed (pocket port) w/ new cut 45* seat/valve.
Casting flaws removed (pocket port) w/ 3 angle valve job.
I'll be reviewing those results in a posting in the next couple of days.
You might be surprised... or not.
Testing welding {brazing) the aluminum this week.
Have a few different options to compare...
Lastly, I have been working to reduce the margin of error when testing the pieces.
After some great conversation and guidance from an absolute guru of flowbenches;
I was able to bring the bench to nearly absolute.
As a result of trueing the bench to actual cfm flow it lowered my numbers.
As I stated from the beginning it is about getting the best, most accurate possible.
It is also extremely important to note that the only real value in the numbers is the ability to compare them percentage wise.
For that reason previously posted values still have value despite being inflated.
However they should not be compared directly (without correction) to the numbers used going forward.
Most important should be the understanding that the cfm flow numbers are perhaps some of the least important pieces of information regarding a heads performance. Unfortunately it is the number most relate to. If you have come this far down the rabbit hole you understand.
Anyway I have the Bench Recalibration Video attached if you are interested.
Reports on the fun stuff coming soon.





")
