phillycyclocross
XS650 Enthusiast
So I want to cover the back corner of the rear triangle of the frame to hide the battery box and some wiring. The issue I have is that the top of the rear triangle is curved due to a brat style frame modification. I could just cut a piece of tin out that has a curve in it but I'd like this panel to have all the edges bent inward so that from the outside you do not see any welds. Kind of like a Christmas present box where the lid fit in the box instead of on top of it.
Any idea on how to bend the tin on a curve that has a .5" tab?
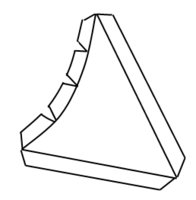
Here's a post it (sorry about the neon pink) note I made to look like what I want to make. This view would be of the inside of the piece.
Thanks
Any idea on how to bend the tin on a curve that has a .5" tab?
Here's a post it (sorry about the neon pink) note I made to look like what I want to make. This view would be of the inside of the piece.
Thanks