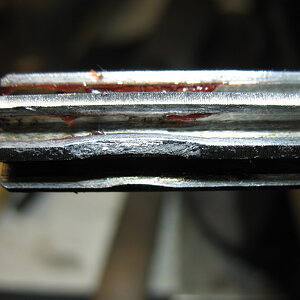
Well, I took some more careful measurements of the housing and sleeve, and I can see why it stuck halfway down. The housing is tapered and is 0.001" smaller at the bottom and there is only nominally 0.001" clearance at the top, which means at the bottom there is less than zero clearance if you allow for any ovality or high spots in either part. My guess is this was put together from mismatched parts and either never run that way or never had to shift into low for whatever job(s) they were running. With this more complete picture of the parts, I decided to concentrate on the sleeve and only take the high spots off the housing.
After I got the lathe chuck back together, the polishing/material removal began on the lathe alternating between 240 grit abrasive cloth strips backed by a 1" wide steel bar and a cheapie diamond knife sharpener from Harbor Freight, both lubricated with the same 50/50 ATF/mineral spirits mix I used for rust removal. Why you ask? Cuz it was handy, and it worked. I can't really say whether the diamond or abrasive was faster at material removal, but neither was fast. It took hours of "sanding" and checking (rinse and repeat at least 20-30 times) until the sleeve went in using reasonable hand pressure and then checking with the springs installed to confirm they were strong enough that the sleeve would fully return to the raised position. Boys and girls, chrome is REALLY hard to sand down and remember I was only taking off a total of about 0.001"!
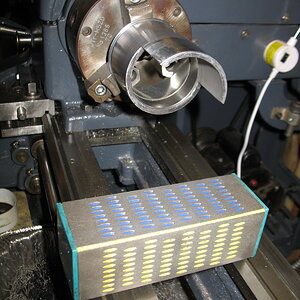
Note: those are bearing surfaces on the ID I'm chucking on, so if you look closely, you can see a piece of aluminum flashing between the jaws and the sleeve to protect them. I'm not as dumb as I look! (Not that you can see me, but I know you're think'nit.)
I'd like to say everything was fully functional at this point, but it took a lot more fiddling around, with the brass keys that guide the bottom of the sleeve and hunting down high spots until it moved smoothly with reasonable hand pressure on the gear shift lever. Even with all the fiddling, it still had a bit of a "hitch" in the gear lever movement, just before going fully into the backgear position, it worked but took more lever effort than I liked. A couple of hundred actuations (by foot!) soon had the hitch down by about half but not gone entirely.
At this point, it works, (spoiler alert, there's more to the story) it was easy to shift and the remaining hitch adds "character" to the machine.

This is in backgear position or low speed.

This is in direct drive or high speed.
I thought I was done but while adding the detent subplate and the detent plate, the lever moves harder, hard enough the lever effort is too high for my liking. I hadn't been using these pieces up to this point to save time adding and removing them 20 or 30 times. There is some sort of alignment issue between the actuating gear shaft and the plates.

More fiddling required, but at least I have it worried at this point. I know it CAN (WILL!) work, I'm just not there yet. The saga continues...
") can check some dimensions for yah.
can check some dimensions for yah.